
















1990年、アップル製PC「マッキントッシュ」版のCAMソフトウェアにて、マウス操作を取り入れたCAMの開発・普及に先駆的に携わる。以降、2次元から3次元CAMまで、多くのCAD/CAMソフトの開発および販売に携わり、金型加工や部品加工、多軸加工など、幅広い製造分野に精通。
ポストプロセッサ/加工シミュレーションに加え、切削加工現場のデータ通信システムにも精通。過去には職業訓練校の臨時特別講師を務め、現在も全国のCAMユーザーを技術支援・運用改善でサポート。
最終更新日:2025.08.29 / 公開日:2018.08.17
マシニングセンタは高価で大型の加工装置というイメージを持っている方がいるかもしれません。しかしマシニングセンタは量産部品の作成において、人件費の削減や加工精度の向上などたくさんのメリットがあるのです。5軸制御のマシニングセンタを選べば、材料を固定するチャッキングにかかる工数も減らせるので、全体としてはコスト削減が期待できます。
ここではNC工作機械との違いなどのマシニングセンタの概要やマシニングセンタの種類、マシニングセンタの使い方などについて紹介します。
マシニングセンタは金属部品を作るための装置で切削、研磨、穴開けなどの加工ができます。machining centerの頭文字をとって「MC」といわれることもあります。
部品の加工条件をプログラムで数値制御(=numerical control)するNC機の次世代型で、NC機の機能に加え、加工する場所に応じて必要な部品を自分で交換するATC機能がついているという特徴があります。
世の中に初めてマシニングセンタが登場したのは、1960年で、アメリカのカーネイ&トレッカー社がシカゴで開催された技術展に出品したものでした。「ミルウォーキーマチック」と名づけられたそのマシニングセンタは、主軸が水平の横型タイプで、マガジンに30本の工具を搭載し、自動工具交換装置と4面の割り出しテーブルで構成されたものでした。
それまでに使われていたNC機の場合、加工箇所により工具の交換が必要です。工具の交換は手動で行われるので、工具ごとにツールパスが作られ、似たような場所を何度も工具が往復する必要がありました。
また、工具交換には人間が行う作業があるため、場合によってはポカミスで工具を落としてしまったり、工具の種類の付け間違えという課題が付きまとっています。そのため、マシニングセンタは加工工数の削減と加工精度をあげられる非常に画期的なシステムとして人気を博し、現在の形へと進化し続けています。
マシニングセンタではプログラムで装置を制御し、研削、穴開け、中ぐり(穴の拡大)、ねじ切りなどの加工が一度にできます。
多軸制御ができるマシニングセンタは、1つの素材を一度固定(チャッキング)するといろいろな方向から工具を当てることができます。そのため加工方向に合わせて何度も材料を位置合わせする必要がありません。また工具を交換しながら複数の加工作業が同時にできるので、作業誤差を減らして高品質な部品が作成できます。
人が行う作業を最小限にすることができるため、量産工程で同じ部品を大量に作る場合に役立ちます。
また、人が刃物に触れる機会が少ないため、作業者にとっても安全です。
マシニングセンタを使用することで、次の3つのメリットが期待できます。
マシニングセンタの特長の一つが、ミクロン単位での高精度な加工が可能な点です。
NC制御によって細かな動作が正確に行われるため、手作業や従来の汎用機械に比べてばらつきが少なく、品質の安定した製品づくりを実現できます。
特に、金型や精密部品など、寸法の誤差が製品全体の機能に影響するような場面では、マシニングセンタの導入が欠かせません。
たとえば、Autodesk FusionなどのCAD/CAMと連携すれば、設計データをそのまま加工データに変換できるため、ヒューマンエラーの発生も抑えられ、設計と製造の間の一貫性も保たれます。
マシニングセンタは機械内部で加工が完結する構造となっており、加工中に作業者が直接刃物に触れることは基本的にありません。
そのため、切削加工に伴う怪我や事故のリスクが低減されます。
また、加工プログラムが正しく組まれていれば、無人運転も可能なため、夜間や休日を活用した自動運転にも対応できます。
こうした自動化・無人化は、特に少人数体制の現場や人手不足が課題となっている中小企業にとって、大きな生産性向上手段の一つとなるでしょう。
一見すると高額な設備投資が必要に見えるマシニングセンタですが、長期的に見れば大幅なコスト削減につながります。
一つの機械で多工程をこなせるため、工程ごとの機械投資や人件費が削減されます。
特に5軸機の場合は、ワークの段取り替え回数が減少するため、作業時間も短縮されます。
また、Autodesk FusionなどのクラウドベースCAD/CAMソフトを併用すれば、ソフトウェアのライセンスや保守コストも抑えつつ、複数拠点でのデータ共有やバージョン管理がスムーズになります。
中小企業にとって、こうした柔軟なツール選定が競争力維持の鍵となるでしょう。
NC工作機械とマシニングセンタとの最大の違いは工具の交換が手動なのか、自動なのかという点で、マシニングセンタにはATC(Auto Tool Changer)という自動工具交換装置がついています。工具を交換する際は一旦主軸が停止し、ATCアームがマガジンにある工具を掴み、さらに180°回転することで主軸についていた工具とマガジンから取り出した工具を入れ替えます。
これらはすべてプログラムで制御されており製造時の無人化が可能になるのです。
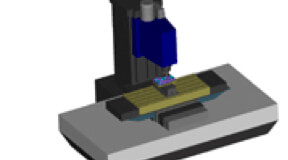
まず、以下にマシニングセンタの基本的な構造を解説します。工具を自動交換するATC機能は、マガジン、中間アーム、ATCアームの3つから構成されます。
主軸が地面に対して水平方向に取り付けられているマシニングセンタです。固定した材料を横方向から削っていくため、重力で削りカスが落ちやすく、凹型の部品などに対しても多方向から切削工具を当てることができます。
また、マシニングセンタを支えるベッドから垂直に伸びたコラムがX軸、ベッドに対して水平に移動するサドルがY軸、角度を割り出し回転できるテーブルがZ軸方向に稼働できるため、3次元での加工ができます。一部の機種ではテーブルが水平方向に回転するB軸を持つものもあり、同時4軸制御が可能です。加工する材料の向きを自分で変える必要がなくなるため、加工精度が高くなります。
一方、横から材料を固定するので、重すぎる材料を固定すると、主軸が乱れたりたわんだりする恐れがあります。そのため、高い加工精度が必要な精密小物部品加工に向いています。
主軸が地面に対して垂直方向に取り付けられているマシニングセンタです。固定した材料を縦方向から削っていくため、上から切削している状況が確認でき、部品の設計図面と見比べつつ切削することができます。そのため、金型などのように、1面のうち加工すべき箇所が多い部品を作成する際に用いられます。
また、マシニングセンタの構造が上に積み上げるように作られているため、横型と比較すると床面のサイズを小さくすることができます。省スペース型のマシニングセンタとして昨今の主流の構造として使われています。
一方切削の際の生じる切りくずが排出されにくい課題があります。切りくずは長くなりすぎるとマシニングセンタの切削工具にぶつかり切刃を傷つける(チッピング)の原因になります。そこで、切削工具の回転速度に緩急をつけたり、切削油の噴射速度をあげたりなどの対策が取られる場合があります。
門型のマシニングセンタはガントリー型ともいい、主軸が天井側に付いています。正面から見たときに門の形をしています。
主軸が上にあるためテーブルを大きくとることが可能で、大型部品を作成したりネスティングを活用して部品を複数取りで作成したい場合に向いています。
5軸制御のマシニングセンタでは、XYZ軸の制御のほか、2方向の回転軸を加えたものです。3軸の場合、3方向を加工するためには材料をそれぞれ3方向に手動で回転し、固定などの段取りをやり直すため、作業工数がかかるうえに誤差が生じて製品がばらつきます。これに対し5軸加工ができる場合は、段取りは1回だけでよく、必要に応じてテーブルを回転させて加工を行います。また、切削工具の加工位置を選べるため、突き出し量が少ない工具でも加工をすることができます。
通常のマシニングセンタと同じく縦型や横型のほか、主軸が回転する首振り型などがあります。
また、昨今は一度の固定で6面を同時に加工できる7軸が制御できるマシニングセンタなども登場しています。
日本国内でマシニングセンタを提供している主要メーカーには、オークマ、牧野フライス製作所、ファナック、DMG森精機、ヤマザキマザックなどが挙げられます。
これら企業は、長年にわたり精密機械の開発と製造で高い信頼を築いてきました。特にオークマやヤマザキマザックは、5軸制御の高性能モデルや、自動化に対応した機種のラインナップが豊富で、大手製造業のみならず、中堅・中小企業からも高い支持を得ています。
DMG森精機はグローバルに展開しており、国際規格に準拠した多機能マシンを提供しており、欧州メーカーとの技術融合も進めています。
近年では、IoTやDXとの連携を前提とした「スマートマシン」型マシニングセンタも登場しており、Autodesk FusionのようなクラウドベースのCAD/CAMツールと連携することで、加工工程全体の見える化や遠隔モニタリングにも対応できるようになっています。
マシニングセンタの価格は、搭載軸数、制御システム、加工範囲、オプション機能などによって大きく異なります。
以下に一般的な価格帯の目安を示します。
このほか、中古市場では数百万円から購入可能なモデルもあり、試作や教育用途としての導入に適しています。
また、Autodesk Fusionのような低コストのCAD/CAMツールを併用することで、初期投資を抑えつつ高精度な加工環境を実現することも可能です。
必要となる部品の形状をCADで作成し、3Dデータおよび設計図などを用意します。近年は自由曲面の作成や設計変更が簡単にできる3D CADが主流です。
設計された部品の情報をもとにNCのツールパス(CLデータ)を作成します。
ツールパスとは金属などの材料を加工するための情報で、部品の形状だけでなく削る向きなどの条件に合わせて使用工具や工具の位置情報、軌跡、動かす速さなどを設定します。
NC機やマシニングセンタは独自のデータ形式を持っているため、汎用CAMで作成したツールパスのデータはそのままでは読みこめません。そこでポストプロセッサを通して使用するNC機に合わせたデータ形式に翻訳を行います。
NC機が理解できるのはNCパーツプログラムまたはGコードなどです。変換されたあとは実際のNC機の準備をします。
加工するマシニングセンタの平面度を確認します。次に材料をマシニングセンタにセットして材料の原点、XYZ軸との位置合わせ、切削工具の位置合わせ、工具の摩耗を確認するため切削工具の形や長さの計測、低速度での試運転などを行います。
プログラムをマシニングセンタに読み込み、摩擦を押さえ発熱を抑制するために切削油を噴霧しながら加工を行います。一般的に切削工程は大まかな形を切り取る粗削り、設計した寸法や形状に部品を加工する本削り、表面処理や角の面取り、R付与などを行う仕上げといった流れで進みます。
一例として、球体をマシニングセンタで加工する際の工程を紹介します。基準出しを行いマシニングセンタに固定した部分を残しながら加工する必要があるため、加工する際は主軸を中心として90°ずつ回転させ、回転軸の周辺を残しながら1/4ずつ加工します。
次に回転軸の周辺の一端を加工したのち、最後に残った材料の部分は治工具を使い固定して加工を行います。
今や自動車や航空機、家電、携帯電話、日用品など多くの製品がCADで設計されています。作成した3次元データはものづくりへの活用としてCAMに使われるのと同時にCAE(computer aided engineering:構造解析や熱解析などの部品に対するバーチャル検証)やレンダリングなどにも活用されます。昨今はCADにCAMが含まれるケースも増え一つのデータで部品作成と加工の準備ができる場合もあります。
しかし、設計と製造に関わるチームが異なる場合、CADやCAMのデータ互換性が保てないことも多いです。折角CADで設計したデータがあるのに簡易形状をCAMで別途作成するのは効率が悪く、寸法違いなどの問題を引き起こすリスクがあります。
一方、CADデータを読み込める場合でも、単に読み込めればよいということではありません。データ形式の違いはもとよりCAD、CAMで持っている再現精度の問題などから曲面や微小部分が完全に再現できず、壊れた部分をCAMで再作成したり、面取りされた部品の端部をあえて角を出して検討したりいった手直しが行なわれる場合があります。
「FeatureCAM」は、フライス加工、旋盤加工、複合旋盤加工、ワイヤーEDMなどに対応しています。自由曲面やアンダーカットがあり5軸加工が必要な形状でも、プログラムの半自動作成機能や、ナビゲーションシステムを活用すると簡単にツールパスが作成できます。また、加工データのテンプレート化も可能で、熟練者のノウハウを初心者でも用意に活用できます。ネスティング機能を活用すると1つの材料から部品を多数個取りすることができ、作成効率をあげることが可能です。
データの互換性の面からみると、一般的なCADデータの読み込みやサードパーティのデータインポートに対応するほか、部品の3次元データから自動的に形状やサイズ、丸みをつけた端部(フィレット)などのフィーチャーの自動認識が可能で、工数削減に大きな効果を発揮します。干渉検出などシミュレーション機能も充実しているので、後戻りのリスクを減らす効果も期待できます。
マシニングセンタは加工条件をプログラムで数値制御することで、部品を高精度に作成することができる加工装置です。
マシニングセンタは工具を取り換えることで、フライス盤や切削工具などさまざまな加工ができる機能を持っています。NC工作機械との違いで最も大きな点は工具交換が自動でできるところにあります。構造は作成する部品の条件により縦型や横型などが使い分けでき、制御軸も3軸から5軸まで選べます。5軸の場合はテーブルなどが回転するため、自由曲面やキャビティ部分の作成も1回のチャッキングで加工可能です。
マシニングセンタの駆動プログラムを作る際は、設計者が作成するCADデータを用い、CAMで検討するのが一般的になっています。CAMは実際にマシニングセンタを動かす前に十分なシミュレーションができるため、設計のあともどりを減らす大きなメリットがあります。「FeatureCAM」は実績のあるCAMシステムで、ネスティングで部品の多数個取りにも対応しています。
また、シミュレーションソフトウェア「VERICUT」や「NCVEIW」では、CAMで作成したNCデータから実機を使わずに工作機械の動作を確認出来るので、実加工前にチェックをしたり教育現場で活用することが出来る優れたソフトウェアです。
興味のある方はぜひ一度ご相談をお願いいたします。

「Autodesk Fusionを導入したいが、対応するポストプロセッサが見つからない」「標準のポストではエラーが出る」「5軸加工に挑戦したい」…そんなお悩みはありませんか?
ファクトの「ポストプロセッサ作成サービス」なら、国内外の豊富なメーカー実績をもとに、お客様の環境に最適なデータを書き出せるようカスタマイズいたします。導入後の運用サポートも万全ですので、安心してお任せください。